做全球专业热熔钻生产供应商

有些客户碰到热熔钻怎么钻不下去的问题
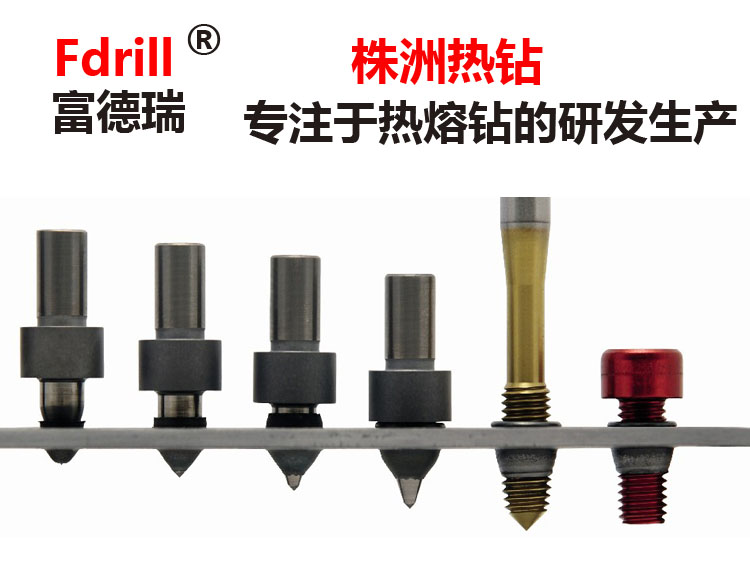
近有客户来电询问热熔钻怎么钻不下去,碰到这个问题,大部分情况是因为所使用的钻床参数选择不正确。平口热熔钻热熔钻加工时都有一个的功劳和转速选择表(客户可以来电索取),只有加工参数正确才能达到的钻孔效果。如果钻床功率太小,比如加工M16的螺纹孔,钻床功率是2KW,那么很有可能热熔钻钻到一半的时候主轴失速、皮带打滑,就钻不下去了,这样是无法形成的衬套效果。又或者转速太慢,钻头磨损产生的温度不够高,热熔钻的钻尖和圆锥体部分不发红,这种情况下,钻孔的时间需要长很多。如果热熔钻头达到一定的使用寿命,钻尖磨损严重不再锋利时,也会导致热熔钻难以钻进钢管。
这种情况下,一般推荐新的热熔钻或者将热熔钻头寄到株洲热钻公司进行修磨。您在使用热熔钻工艺时碰到任何技术方面的问题,不要犹豫,请直接致电株洲热钻,电话:15886363786,我们会为您提供及时的服务。