关于富德瑞热熔钻相关问题的解答
最近,很多新客户都来电咨询株洲热钻公司的Fdrill热熔钻和挤压丝锥相关问题,主要是关于Fdrill热熔钻和普通钻头的区别、热熔钻对钻床设备和加工参数的要求、挤压丝锥和普通丝锥的区别、能否不用配套热熔膏和散热刀柄夹头等。
为了帮助客户更好的了解热熔钻、挤压丝锥的工作原理以及使用要求等,下面我将简要解答列出并分享:
1.热熔钻与普通钻头的区别:
热熔钻其实跟普通钻头一样,都是为了达到钻孔的目的,区别在于热熔钻没有切削材料而是将材料热熔塑性拉伸。
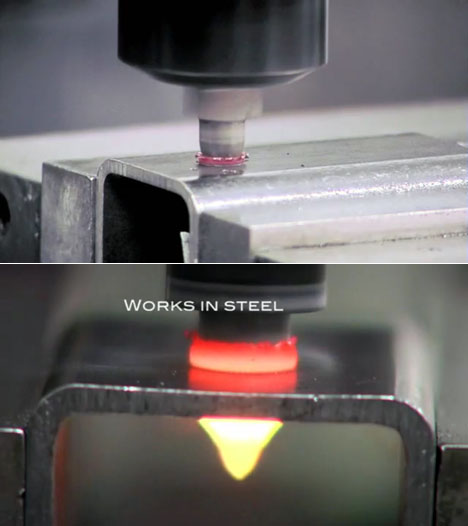
在很薄的板材和管子上用普通钻头钻孔的话,形成的孔衬套只有原材料本身的厚度,无法直接攻丝装螺丝。而热熔钻靠高温摩擦产生摩擦热量,将原材料软化往两边拉伸,材料本身损失,而且成型的衬套孔拉伸成原来厚度的三倍以上,达到可以直接攻丝、增加强度的目标。
2.热熔钻对钻床设备和加工参数的要求:
热熔钻是一种特殊硬质合金(钨钢)钻头,跟普通钻头一样,普通的钻床、铣床、加工中心等都可以使用。但热熔钻的材质
是硬质合金,硬质合金很硬但比较脆,所以要求钻床和钻头同心度要好,钻床稳定性要高,径向跳动不能太厉害,钻头刚开始接触被加工材料时不能太用力,否则热熔钻头容易折断。某些客户新买一个热熔钻头回去使用,没几下就直接断掉了,就是这个原因导致的。
热熔钻的工作原理是靠摩擦产生高温达到软化工件的目的,要求工件温度达到650-750度,加工点位最高温可能达到900度。温度太高或者太低,都可能影响使用效果。温度低了,钻头钻不进去,孔的成型效果也不美观;温度太高,钻头寿命会大大降低。
为了达到这样的温度,只有满足一定的功劳和转速才行,而且孔径的大小、材料的厚度以及材料本身的不同都影响到转速的确定,比如不锈钢要慢15%,而铜管和铝管要快50%。在本网站中列出的参数要求是经过反复测试得出的最优参数,按照这个参数来加工能得到最优的使用效果。
3.挤压丝锥和普通丝锥的区别:
挤压丝锥比普通丝锥的价格要贵几倍甚至十多倍,有些客户感觉价格太贵了。但使用热熔钻时,我们还是建议客户尽量使用挤压丝锥。常规热熔钻头的孔径都是按照挤压丝锥要求的底孔来制造的。
和普通丝锥加工出的螺纹相比,使用挤压丝锥加工成的螺纹具有超高强度,它不是靠切削材料的颗粒组织来形成螺纹,而是通过挤压材料来形成螺纹,所以用挤压丝锥加工出的螺纹具有能抵抗较大拉力和扭矩的力学特征。
4.能否不用热熔钻配套热熔膏?
热熔钻的工作原理是靠高温来软化材料从而热熔成型钻孔,但不断的磨损和高温会降低热熔钻头的使用寿命,所以我们建议客户尽量采用本公司特质的热熔膏。在高速高温作业时,特制的热熔膏能 在热熔钻头表面形成一层高温润滑胶体膜,减轻对热熔钻的高温软化磨损,提高热熔钻头硬度。
5.能否不用热熔钻专用散热刀柄和散热夹头?
Fdrill热熔钻散热翼刀柄不仅可以夹紧钻头,保证刀具运行的精准,而且拥有其他的重要功能:特殊材质的铝合金散热盘开有很多小孔,可以降低由钻孔所产生的高温(连续工作时温度达到600-800度),保证设备的主轴不会因过高的温度而损坏。
有些客户只是做试验性加工或者平时加工量不大,为了节省成本考虑,也可以暂时不用热熔钻专用散热刀柄和夹头,但要保证钻床的夹头夹紧热熔钻,并定期检查和调整刀具的夹紧力。