
什么是Fdrill富德瑞热熔钻?
什么是Fdrill热熔钻?
在五金加工的钻,铣,镗,冲压等加工过程中,多多少少都会有批锋和毛刺,并且都是我们想去除的,不想要的部分,越少越好。
不过在某些工件,就是想尽量多加工出批锋和毛刺。并且涉及的行业和范围还不少,包括五金家具,金属门窗,五金灯饰,空调管道,建筑金属连接架,金属货架,带座轴承架,压力容器分水孔,金属管连接,医疗器材,汽车配件,健身器材,交换系统管道……
在通常情况下,上面列举的一些行业管道连接都是直接钻孔,焊接或攻牙的。但遇到一些特殊要求时,直接钻孔焊接就不够坚固,焊的密封性也不理想;或者直接钻孔攻牙时,螺纹牙只有管壁的厚度,牙太短,不够坚固,比如金属凳子,晃着晃着螺纹牙就坏了。
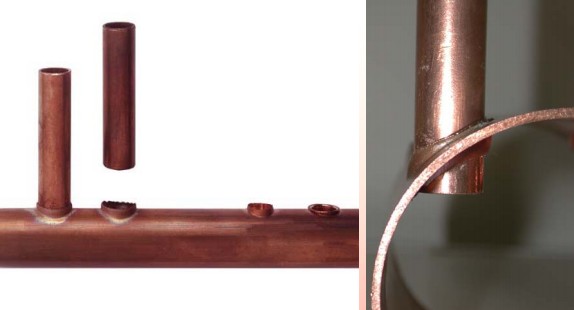
上面的问题,改变一下加工工具就能解决。直接钻孔会钻出废料,但是把钻头换成Fdrill热熔钻,就能把那部分废料往上下方向挤出。挤出的废料就是我们追求的批锋和毛刺,它可以把本来只有1mm的壁厚变成2mm甚至3mm。这时候再攻牙,那牙长就是原来的两三倍了。
Fdrill钨钢热熔钻加工后的出现的批锋和毛刺优势,决定了它能在金属加工的广泛适用。
Fdrill热熔钻,又称为拉伸钻头、流体钻头、流钻、钨钢热熔钻头、硬质合金热熔钻头、热钻等,其实都是指的同一种钻头。Fdrill热熔钻是在金属薄板或管材上一次加工出孔和衬套的无屑加工技术,替代了在薄壁工件上焊(铆)接螺母的工艺。热熔钻 采用耐磨、耐高温的硬质合金材料制成。当热熔钻和工件接触时,高的转速(1000~3500),和适当的轴向推力(进给力),使钻头和金属之间发生剧烈摩擦,热熔钻的温度可达900度,加工点位瞬间达到摄氏650°~ 750°的温度。钻头附近区域的金属迅速软化,继续施加轴向压力,快速在工件上、下表面挤压出约是初始板材3倍厚度的凸台和衬套。整个过程只需要2-6秒的时间。衬套可攻牙后作为螺母应用,并且螺纹的牙数和强度都显著提高。是焊接螺母的替代物。衬套同样可作为钎焊、焊接紧固或铜焊的连接口。
经过丝攻挤压攻丝,使其在薄型材料上制造出高精度、高强度的螺纹,有效解决了薄板材、方管、圆管零部件攻丝的难题,大大提高连接强度;无需采用点焊筒体、螺母、垫片,简化加工工序,而且精度高,从而降低产品报废率,节约了生产成本。

传统的加工方式采用铆钉铆接,强度低;或者用螺母和衬套焊接,工艺繁琐复杂且成本高。
而使用热熔钻/流体钻仅两个步骤,就能制作出高精度、高强度的螺纹衬套,不但能省时省力省料省成本,而无屑无污染,便于6S管理。
使用Fdrill热熔钻/挤压摩擦钻是一种高效的新工艺、新技术。热熔钻可安装在机械手、气钻、手动台钻、手枪钻上。无须专用设备,普通的钻床、铣床或数控加工中心CNC均可使用。无屑挤压热熔成型钻头因其无屑加工、钻孔精准、使用寿命长的优点,特别适用于工业自动化生产。
Fdrill热熔钻/流钻用途非常广泛:主要应用于汽车、摩托车、建筑、装璜、机床、机械、电子、电器、家具、水道及造船业及自动化设备等方面。
由于热熔钻原理的独特性能,既可对高速钢、轴承合金钢乃至淬火处理后高硬度的工件进行钻孔,又可对不锈钢、低碳钢、铜合金等零部件进行加工。