做全球专业热熔钻生产供应商

数控热熔钻孔CNC加工编程参数
热熔钻孔加工的进给速度由轴向压力决定。在刚开始钻孔所需轴向压力很大;随着材料慢慢受热变软,热熔钻头慢慢穿透材料,所需压力越小,进给速度可以加快。
采用NC或CNC数控设备加工时,进给速度应由慢变快。并且,进给速度根应根据热熔钻直径大小、转速、材 料材质和厚度的不同而调整。
正确的进给速度可以根据简单的试验和观察来确定:最终目标是在整个热熔钻孔过程中钻头要始终保持暗红色。
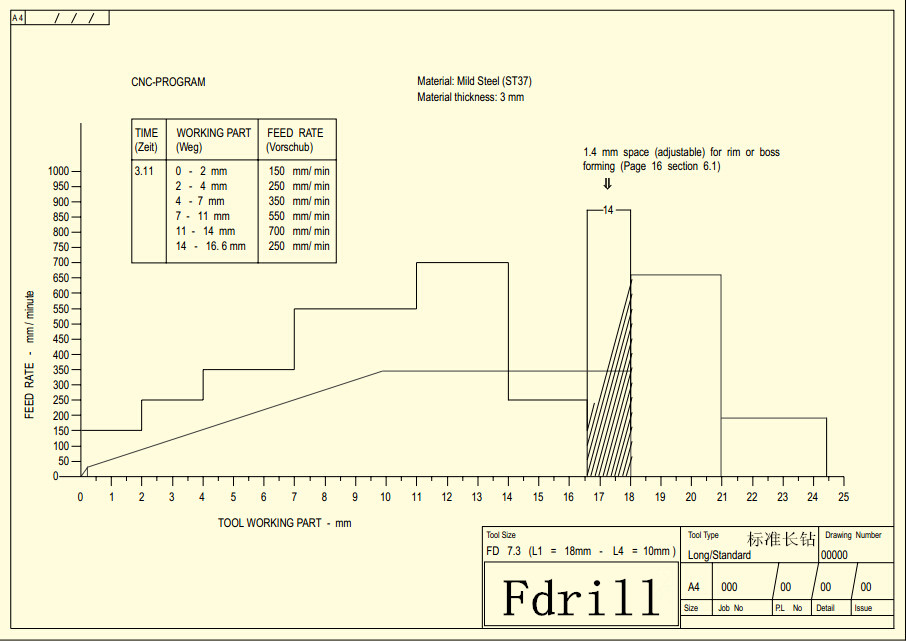
以下范例是M8(Ø7.3)标准长钻和平口长钻加工3mm中碳钢的进给参数。所有其他数控加工参数可根据需要提供。