
Fdrill----Thermal Friction Drilling
Fdrill (Thermal friction drilling )very cool (hot actually) drilling technique that is especially useful for creating tapped holes in thin wall materials. The pressure and friction of a specially designed conical bit heats the material to a plastic state and forms it into a hole that has 3-4 times the depth of the wall thickness. It looks like it is best for hollow tubing because the back side of the hole is a little rough. The bit forms the top of the hole into a flat bushing which is perfect for fastening to round tube.
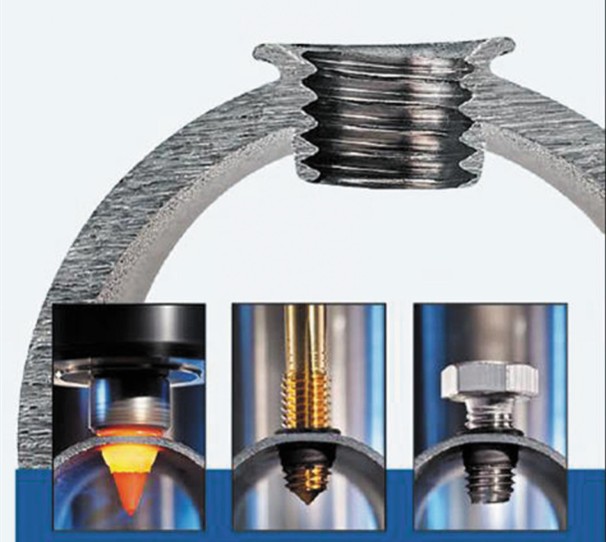
The bit is made from carbide and is held in a special holder/collet assembly that isolates the heat generated on the tool from getting to the machine. Lubrication is required to prevent the material from welding to the bit. Any machine that meet the speed and power requirments, including drill presses can use this technique. According to the web site a 6mm hole would require about 2500-31100 RPM at 1.2kW (1.6 hp).

Most of the thermal drilling companies recommend thread forming taps. These taps form the threads by displacing the metal rather than cutting it. The resulting threads are smoother and stronger than cut threads. I have used them on conventionally drilled holes. The pilot hole needs to be slightly larger than a standard pilot hole. The taps are a lot stronger because they do not have flutes. The can be run faster and don’t bind up with chips. It looks like the combination of thermal drilling and thread form taps creates a very clean operation.