做全球专业热熔钻生产供应商

株洲热钻公司生产钨钢热熔钻头的几何形状设计
热熔钻的几何形状是决定着高温无屑成型摩擦钻孔加工工艺的最关键因素,它是由摩擦压力、摩擦速度、钻孔效率和钻孔质量等方面的因素所影响。钻头采用圆锥形状设计。一般来讲,主轴转速n和进给力F一定时,摩擦钻头圆锥角度越大,则初始接
触摩擦面积和速度就越大,所需摩擦功率越大,摩擦钻头与工件材料间的摩擦接触压强越小,摩擦钻头所克服的材料塑性变形的阻力越大,进给力F的加大会降低钻孔加工质量;而摩擦钻头圆锥角度越小,则初始接触的摩擦面积和速度就越小,使得摩擦加热时间越长,但摩擦钻头与工件材料间的摩擦接触压强的增大会挤碎尚未达到热塑性变形状态的工件材料,降低钻孔的加工质量。因此,摩擦钻头圆锥角度不宜过大或过小。
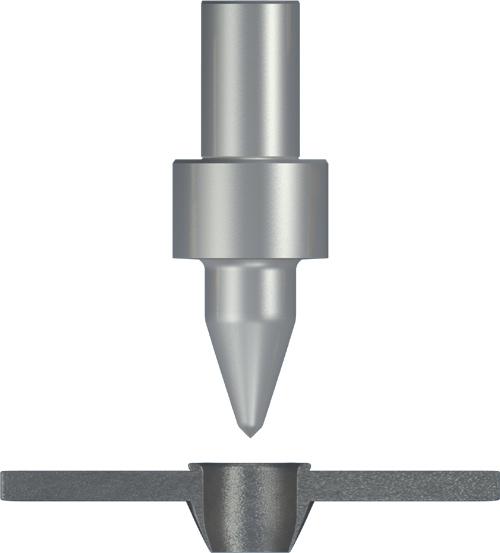
通过设计几种具有不同圆锥角度的钻具进行高温无屑成型摩擦钻孔的加工实验,根据比较钻孔的质量、效率及功率等各项指标,从而确定出当热熔钻头的圆锥角度在30°至40°时,工艺效果最佳,钻头几何形状最为合理。
由于高温无屑成型摩擦钻孔加工技术是利用摩擦生热的基本物理原理,在板型或者管型金属材料工件上钻孔,且在孔成型后会生成凸台,所以钻头的角度极大的影响着钻孔加工的质量。钻孔加工初始接触时,必须有足够的摩擦发热功率才能软化加工金属材料,而进给力F、转速n和摩擦接触面积就是影响摩擦发热功率的主要因素。在进给力F和转速n一定的情况下,增大摩擦接触面积,就会增大摩擦发热的功率。但为了能够钻孔成孔,钻具的钻尖角头必须具有一定的尖角形状,所以在这里热熔钻头端部就采用直角90°。
热熔钻头端部的90°圆锥面的作用是增大钻具与工件材料的初始摩擦速度和面积,使得摩擦钻孔尽快产生足够高的摩擦热量,进而让加工金属材料迅速升温至热熔温度并达到热塑性的变形状态。