
汽车薄壁零部件的热熔钻孔和挤压攻丝工艺
为提高汽车的动力性,减少燃料消耗,降低排气污染,汽车轻量化已是汽车行业发展的潮流和趋势,汽车的轻量化,就是在保证汽车的强度和安全性能的前提下,尽可能的降低汽车的整车重量。当前主要的汽车轻量化措施是采用轻质材料,而薄壁零部件的适量采用也是措施之一。
随着薄壁零部件的增多,其与其他零部件的连接工艺也在持续改进,薄壁攻丝或打底孔再用自攻螺丝连接强度低,一般不能满足实际要求。而目前解决薄板材、方管、圆管等薄壁零部件上攻丝的方案为在零部件上点焊筒体、螺母、垫片,此方法具有工序多、报废率高、重量增加、成本高等特点。
为克服现有技术的缺陷,采用Fdrill热熔钻孔工艺和挤压攻丝就可以轻松解决,此工艺具有工序少、报废率低、不增加重量和成本低的特点。
实现薄壁零部件热熔钻孔攻丝方法的设备包括热熔钻头、专用散热夹具和高速钻床,攻丝需用镀钛挤压丝锥和攻丝油。
Fdrill热熔钻孔工艺的原理是:
当高速旋转的钨钢热熔钻头接触工件表面,并施以向下的轴向压力时,热熔钻头头部与金属摩擦摩擦并产生高温650°~750°,使热熔钻头附近区域金属迅速软化,热熔钻挤压穿透的同时,把软化的金属部分拉伸成一个原来厚度三倍的金属批锋(凸台),全过程只需2-6秒。
此凸台可以作挤牙攻丝,螺牙成型,加强联结效果,更可以用作轴承支撑座,分叉喉道接驳等用途。因加工全过程为无切屑加工,使加工出来的螺纹能承受高强的拉力和扭力,完全可以取代之前先钻孔后焊接或压铆螺母的工艺。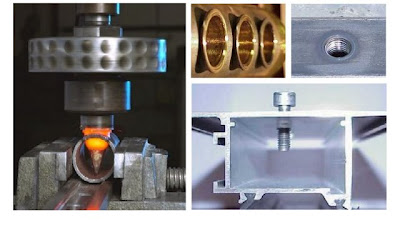
采用Fdrill无屑挤压热熔钻孔工艺的超强优势:
1、提高生产效率快速钻孔,快速衬套成型,整个过程只需要2-6秒。成型衬套可直接挤压螺纹;取代生产工序繁琐的焊接螺母或者压铆螺母。
2、提高产品质量,简化工艺流程,操作方便;孔位精度高;挤压所得螺牙具有高强度抗拉力和抗扭力。
3、降低生产成本操作简便容易掌握,无需添置设备,取代昂贵的焊接工序。
4、清洁环保,不带屑。
5、节约材料。
